气雾化法制备3D打印金属粉末的工艺研究进展
3D打印又称增材制造,大多使用球形粉末作为原料,通过集中的热源选择地熔化粉末,并在随后的冷却中凝固形成打印件。金属打印件的质量和性能在很大程度上取决于金属粉末原料的特性。3D打印球形金属粉末应具有高球形度、小粒径、高振实、少或无空心粉和卫星粉、低杂质含量等特征。
气雾化法(GA)制备的金属粉末能较好地满足3D打印对金属粉末的性能需求。该方法制备的金属粉末粒径小,成分均匀,球形度高,流动性好,已实现规模化生产。采用气雾化法制备的球形金属粉末占3D打印金属粉末总产量的30%~50%,气雾化法已成为3D打印用球形金属粉末的主要制备方法。
气雾化法起源于20世纪20年代,是利用高速气流作用于金属液,将气体动能转化为熔滴表面能,进而形成微小金属液滴并冷却凝固成球形金属粉末的工艺。气雾化过程分为一次破碎、二次破碎及球化与凝固3个阶段。
气雾化制粉技术本身是一个气液两相流相互耦合作用的复杂过程。在气雾化法制备球形金属粉末过程中,金属液、雾化介质、雾化器结构等因素的改变均会对粉末特性产生一定的影响。
近年来,我国的粉末冶金工业加快速度进行发展,但粉末冶金产品的技术水平距离发达国家仍然具有一些差距,特别是在过程质量控制方面。
为了给从事3D打印用金属粉末研究的技术人员及生产研发人员提供参考,兰州金川科技园有限公司/国家镍钴新材料工程技术研究中心的研究人员从金属液、雾化介质、雾化器结构对粉末特性影响方面综述了气雾化法制备球形金属粉末的工艺研究现状。
刘再西等利用真空感应熔炼气雾化法制备3D打印用不锈钢粉末,研究了不同金属液过热度对粉末特性的影响,发现金属液过热度越大,金属粉末的细粉收得率越大,松装密度越高,流动性越好,确定最佳的金属液过热度为245 K。
欧阳鸿武等将金属液过热度由150 K分别提高至300 K后,制备粉末的平均粒径相应从34.88 μm下降至19.74 μm;若金属液过热度过小,则金属液可能在破碎前就已经完全凝固,这会导致严重的颗粒粗化,甚至可能会堵塞喷嘴。
王轶等研究之后发现:当金属液过热度由150 ℃逐渐增加至300 ℃时,真空感应熔炼气雾化法制备的Pd-Ag-Cu粉末平均粒径由101 μm降低至33 μm,细粉收得率明显提高;但随着金属液过热度的持续增加,粉末平均粒径存在先降低后增大的趋势,且当粒径过热度超过一定值后,粉末球形度变差,卫星粉数量增加。
LUBANSKA用黏度和表面张力的变化解释了金属液过热度对颗粒尺寸的影响。根据Eötvös定律,金属液的表面张力一般随温度的升高而降低,较低的表面张力能使金属液破碎更充分,因此粉末粒径更小。金属液的动力学黏度通常随温度的升高而减小,因此在一定温度范围内增加过热度后,金属液黏度降低,更易于被高速气流充分破碎,从而形成细小粒径的金属粉末;同时,适当增加过热度可使金属液滴在飞行过程中有足够时间进行冷却和凝固,更容易获得球形度较高的金属粉末。
综上,适当提高金属液过热度可制备出粒径小、球形度高的金属粉末,有利于提高3D打印件的综合性能,但是过大的金属液过热度会导致卫星粉增多,增加电力能源及设备负荷,从而大幅度提升生产成本。
MOUSAVI等通过调节雾化气体的质量流速,将GMR从0.55%增大到2.6%后,发现内部流场从复杂的气泡流变为环形流,以此来降低了导液管出口处的金属液膜厚度。随着雾化气体流量的增加,喷嘴尖端的金属液膜变薄,一次破碎产生的液滴的平均尺寸减小。在一定条件下,粉末质量中值直径D50与金属液流量的平方根成正相关。
金属液流量对气流速度的衰减模式有影响。RICOU等研究之后发现,如果气流携带的流体密度大于其本身或流体流量较大时,气流速度均会快速衰减,致使最终粉末粗化。
由LUBANSKA总结的粉末平均粒径的经验公式可知,随着GMR的减小,所得粉末粗化趋势变得越来越明显;LI等和XU等的研究也证明了这一点,同时还发现增大GMR不仅有利于获得小粒径粉末,还有利于提高目标细粉的收得率。
ZHENG等通过将直径70 mm左右的棒材替换为直径2~5 mm的丝材进行电极感应熔炼气雾化制粉,以此来降低进入雾化室的金属液流量,发现在雾化压力为4.0 MPa和金属液过热度为350 ℃条件下,制备的粉末D50为40.2 μm,其中粒径为0~53 μm的细粉收得率达到了78%,远高于同等雾化条件下的棒材感应熔炼气雾化工艺。
通过增加气体流量或降低金属液流量来提高GMR可制备出粒径较小的金属粉末;然而过高的气体流量或过低的金属液流量会导致粒径小于15 μm的超细粉占比增加,使得金属熔融后发生球化的程度增加,进而影响工件的表面上的质量;同时当金属液流量过低时,由于气体的过度冷却,金属液在导液管末端可能提前凝固,进而堵塞导液管。因此在实际生产的全部过程中,应该要依据金属液流量不断调整雾化气体的流量,使得GMR达到动态稳定,才可以获得批次稳定性较高的3D打印金属粉末。
在气雾化法制备金属粉末的过程中,常用的雾化介质有空气、氦气、氮气及氩气等,且以氩气为主。
ÜNAL分别研究了以氦气、氮气、氩气为雾化气体制备铝合金粉末的工艺,发现在相同制备工艺下不同雾化介质在喷嘴出口产生的气流速度、气体流量存在比较大差异,因此对粉末的粒径和形貌造成不一样影响。采用一维绝热膨胀模型估算氦气、氮气及氩气的物理特性及喷嘴出口的流动特性,可知氦气、氮气及氩气具有相似的黏度,但密度和导热系数相差较大,其中氦气的流速是氩气流速的3.2倍,其流量却仅是氩气流量的1/3。由于在超音速流动条件下氦气能获得更大的气体流速,其作为雾化气体所制备的粉末比以氮气和氩气作为雾化气体所制备的粉末更加细小。
许天旱等采用空气、氦气、氮气及氩气作为雾化介质制备了SnAgCu合金粉末,发现以密度最低的氦气作为雾化气体所制备的粉末粒径最小。
NCHIPORENKO等使用空气雾化制备的粉末球形度差,改用氩气雾化后,球形粉末占比增至85%。
FANG等研究之后发现,相比氮气,氩气作为雾化气体制备的粉末外观更规则,球形度也更高。
选用空气作为雾化气体所制备的粉末球形度差,氧含量高,导致3D打印件性能较差;氦气作为雾化气体虽然能获得粒径更为细小的粉末,但高昂的气体成本限制了其在工业领域的应用;氩气和氮气是较为常用的惰性保护气体,虽然氮气比氩气价格低,但在高温下(高于1000 ℃)容易与其他物质发生化学反应,因此在制备纯度较高的合金粉末时,最佳的雾化气体仍是氩气。
氩气作为雾化气体制备的粉末具有球形度高、粒度分布可调控范围大等优势,因此在气雾化制粉技术上得到普遍应用;同时氩气雾化制备的粉末粒径小,氧含量低,空心粉少,夹杂物少,成本低,因此以氩气为雾化气体的气雾化法是未来镍基高温合金粉末制备技术的发展方向。
在其他条件一定的情况下,增大雾化气体压力会形成超音速气流,强化对金属熔体的冲击破碎作用,因此所制备的粉末粒径较小。
李响等研究之后发现,采用真空感应熔炼惰性气体雾化方法制备的Inconel 625合金粉末粒径随雾化气体压力的增大而减小,目标得粉率也随之升高,当雾化气体压力为4.5 MPa时,雾化效果最佳,粉末的D50为72.2 μm,粒径在45~105 μm的粉末收得率达到78.1%。
郭快快等采用计算流体力学对气雾化制备GH4169合金粉末的过程进行了数值模拟,也得出类似的结论:当雾化气体压力由3 MPa增加至7 MPa时,D50从81.10 μm减小到41.80 μm,粒径小于53 μm的细粉收得率由1.72%提高到71.54%。
然而,随着雾化气体压力的增大,金属液滴二次破碎程度变大,形成的细小金属液滴数量较多,其凝固速率比大尺寸液滴快,在高速气流作用下易黏附在未完全凝固的大尺寸液滴上,从而形成卫星粉。雾化气体压力越大,气流速度越大,气流与金属液滴的相互作用越强烈,引起不同颗粒间速度和凝固状态的差别越大,从而增大了金属液滴相互之间发生碰撞的可能性,导致卫星粉数量增多、流动性变差。
根据实际生产中在不同雾化气体压力下气雾化制备GH4169合金粉末的松装密度和流动性指标发现,较低或较高的雾化气体压力均会导致粉末松装密度和流动性降低。相关研究还表明,雾化气体压力越大,雾化气体分子与金属液滴接触越充分,在急速冷却时就会有更多的气体分子来不及从金属液滴逸出而被包裹在液滴内部,从而形成更多的空心粉。
气流速度与雾化气体压力几乎呈线性关系,较大的雾化气体压力能获得较高的气流速度,进而可实现小粒径粉末的制备,但较大的雾化气体压力也会导致卫星粉和空心粉产生的概率增大,因此仅通过增加雾化气体压力的方法来获取小粒径粉末是不可取的;同时,当雾化气体压力增加到某些特定的程度时,气流速度便不再变化,因此过大的气体压力会导致气体浪费严重。在实际生产的全部过程中,应考虑各方面的影响因素,选择并确定最优化的雾化气体压力。
研究发现,随着雾化气体温度从300 K提高到600 K,喷嘴出口气体射流的最大速度从490 m/s增加到690 m/s,但其基本射流分布规律没有变化,而气流速度的提升导致更高效的金属破碎,特别是二次破碎,从而提升细粉收得率。
王长军等采用计算流体力学数值模拟分析了雾化气体温度对雾化过程的影响,其研究结果也证明了这一点。由此可见,采用较高温度的雾化气体有利于制备粒径较小的粉末。
同时,随着雾化气体温度的升高,二次破碎液滴的弥散角增大;较大的弥散角有利于液滴充分分散,在某些特定的程度上延长液滴的凝固时间,这有利于液滴的充分球化,从而改善粉末的球形度。
基于此,新出现了一种热气体雾化技术,即通过提高雾化介质的温度来达到改善粉末特性的目的;在雾化气体压力不变的条件下,提高气体温度后,雾化所得粉末的平均粒径和标准偏差均降低,但由于热气体雾化技术受到气体加热系统和喷嘴的限制,仅有少数几家机构开展了相关研究。
综上,提高雾化气体的温度能提升气流速度,从而有效提升雾化效率,所制备粉末粒径明显减小;同时较大的弥散角可以轻松又有效地降低金属液滴之间的碰撞概率,理论上能减少卫星粉的形成,但根据实际的生产结果来看,随着雾化气体温度的升高,气体的冷却作用削弱,加速效果得到提升,产生的超细粉较多且易与尚未完全凝固的金属液滴发生碰撞,形成较多卫星粉。因此,通过加热雾化气体降低粉末粒径的工艺,还要进一步的研究与实践探索。
喷嘴是气雾化设备的核心部件,对雾化效率的高低和雾化过程的稳定性起至关重要的作用。最早出现的雾化喷嘴为自由落体式结构,如图1(a)所示,该喷嘴结构设计简单,不易堵塞,常用于电极感应熔炼惰性气体雾化制粉系统。为缩短气流与导液管出口的距离,发展出了结构紧密相连的限制式喷嘴,如图1(b)所示,因明显提高了雾化效率而得到普遍应用。
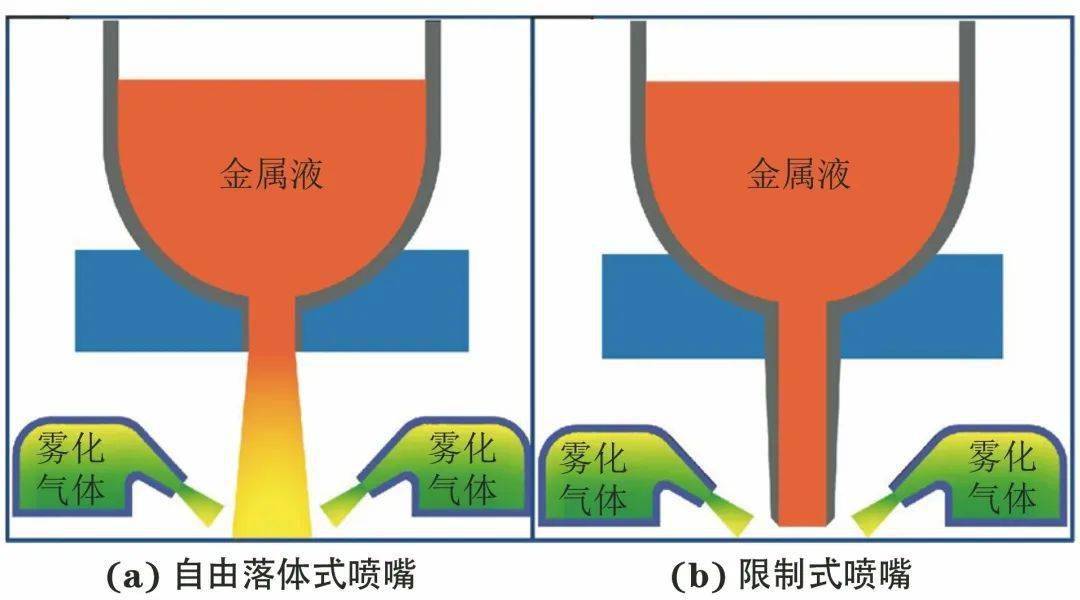
为了进一步提升雾化效率,限制式喷嘴逐渐演变为紧耦合式喷嘴。该喷嘴制备的粉末粒径小,球形度高,金属液滴冷却速率快,有利于非晶粉末的生产,目前已成为气雾化设备的首选喷嘴。
尽管如此,该喷嘴仍存在一定的局限性:在高压雾化条件下,导液管出口处会产生较大负压,使金属液流速增大,不利于小粒径粉末的制备。
金属液从导液管流出时,受到重力和导液管出口处与金属液面压力差的共同作用,其流速vl与抽吸压力ΔP有关。当ΔP0时,金属液被加速吸入雾化器,有利于雾化过程的顺利进行;当ΔP0时,金属液流速放缓;当Ps=ρlgH+Pe(ρl为金属液密度;g为重力加速度;H为坩埚内金属液面和导液管出口之间的高度差)时,vl=0,金属液无法流动,雾化中断,若Ps持续增加,雾化气体会倒灌进坩埚,引起返喷。优化喷嘴结构,有利于降低导液管出口处的静态压力,提升流场速度,从而细化粉末粒径、提升雾化效率。
因此,部分学者对紧耦合式喷嘴来优化设计,将气流通道设计为Laval管结构。目前,国内市场的真空气雾化设备生产商大多采用Laval管喷嘴结构,如中航迈特、威拉里等。
Laval管是一种形似沙漏的收缩-扩张管,其通过将雾化气体加速形成超音速气流来对金属液进行雾化。Laval管两端由两个锥形管构成,分别为收缩段和扩张段,对应的锥形夹角称为收缩角ψ和扩张角β,中间以喉口连接,具体结构如图2所示。收缩角对喷嘴出口气流速度影响不明显,较大的扩张角和较小直径dh的喉口更加有助于提高出口气流速度。
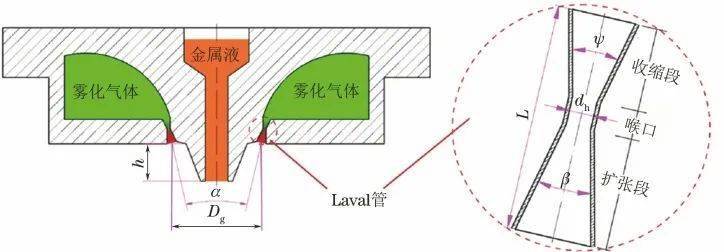
雾化角又称喷射角,是雾化喷嘴的一个重要性能指标,主要影响喷嘴特别是非限制式喷嘴雾化区的抽吸压力及气流的动能利用率。喷射角越大,导液管出口至气流交汇点处的距离越短,气流的动能越大,获得的金属粉末粒径越小;但如果喷射角过大,则高速气流在导液管下方相遇后的反射作用增强,形成较强反射波,造成回流区顶部过于靠近金属液入口,雾化时易产生片状粉或出现反喷堵塞喷嘴的现象。喷射角越小,雾化区的抽吸力越大,金属液流速越快,在相同雾化气流量下金属液破碎得越不充分,同时还会导致金属液雾化前流动行程增加,气流速度衰减明显,金属液过热度不足,进而导致粉末颗粒粗化、球形度变差。因此,实际生产时应综合分析,选定较为合适的喷射角。
喷嘴进气口孔心距也是影响气体流场结构的一个主要的因素。随着孔心距的增加,流场速度降低,回流区域范围显著增大,导液管出口处静态压力逐渐降低,这有利于增大抽吸压力,促进金属液流出。然而,较低的流场速度和较大的回流区域均不利于金属液的雾化,因此孔心距应控制在合理的范围内。
导液管主要通过影响金属液的质量流量来影响雾化性能,在雾化气体压力和金属液过热度不变的情况下,导液管内径增加会导致金属液质量流量增加,造成金属液滴破碎不充分。
LIU等基于欧拉-拉格朗日法的多相流模型和剪切应力输运k-ω湍流模型(k为湍动能;ω为比耗散率),研究了不同导液管内径与粉末粒径、细粉收得率的关系。发现随着导液管内径的减小,粒径累积体积分布曲线左移,粉末粒径变小,细粉收得率明显提高;当导液管内径由4 mm减小到2 mm时,细粉(粒径小于150 μm)的收得率由54.7%提高到94.2%。上述数值模拟结论与张梦醒等和GAO等的试验结果一致。
根据LUBANSKA经验公式,导液管内径越小,雾化液滴越小。然而,导液管内径越小,金属液也越容易受导液管内表面粗糙度和毛细管效应的影响,导致雾化液滴尺寸增大,严重时会堵塞导液管。金属液流速在导液管中心处最大,在管壁处为0(无滑移情况)。当导液管内径一定时,最大速度随着金属液平均流速的增加而增大,此时从中心线到管壁的径向速度梯度增加,导致流动阻力增大;当金属液流速固定时,随着导液管内径的减小,金属液流速的径向速度梯度增大,金属液流动阻力增大。研究表明,随着导液管内径的减小,铝液和铁液的流动阻力均增大,当导液管内径不大于1 mm时,金属液流动阻力达到102kPa级。
导液管突出长度对气体流场有特别大的影响,会直接影响雾化的稳定性与雾化效率。增加导液管突出长度会缩小回流区的范围,使驻点位置向下方移动,导致导液管末端附近区域形成负压,这将对坩埚内金属液产生较大的吸入作用,同时气流速度也略有增加。
ZHANG等采用计算流体动力学软件Fluent对旋涡环缝式雾化器喷嘴出口附近雾化室内气流场进行数值模拟,发现导液管突出长度越大,导液管前端抽吸压力越小。
THOMPSON等采用离散相模型研究了导液管突出长度对二次破碎粉末粒径的影响,发现粉末粒径随着导液管突出长度的增加而减小。
XU等认为:当导液管突出长度为6~8 mm时,有利于获得较大的抽吸压力,从而制备出粒径较小的粉末;当导液管突出长度为12 mm时,D50及其标准差均急剧增大。若导液管突出长度过长,则高速气流会直接喷射至导液管外壁并发生反弹,导致气流能量损失严重,降低了对金属液的二次破碎作用力,改变了雾化区的流场结构,从而破坏了雾化稳定性。
导液管末端结构也会对粉末特性产生一定的影响。王军峰等采用计算模拟流体体积界面跟踪方法,对一次破碎的两相流进行模拟,发现导液管末端的小平台是导致喷嘴堵塞的重要的条件;导液管末端的扩张角由30°逐渐增加到35°,40°,45°,缩短了小平台的宽度后,雾化连续性提高,粉末特性也得到一定的改善;优化导液管末端的几何形状后,金属液滴在雾化过程中不会黏附在外壁和小平台上;随着扩张角的增加,金属液与导液管末端的接触面积减小,这会降低导液管尖端破裂的风险,从而延长导液管的常规使用的寿命;一次破碎后的合金液滴和液带更接近超音速自由边界,其与气体的相互作用强度增加,最终细粉收得率提高。
综上,在一些范围内,减小导液管内径有利于获得粒径较小的粉末,但也产生较多的超细粉末颗粒,超细粉末在高速气流作用下于雾化腔室中充分弥散,增加了与金属液滴之间的碰撞概率,从而形成较多卫星粉;当导液管内径减小到一定尺寸后,受导液管壁阻力的影响以及末端过度冷却的作用,金属液容易在导液管末端凝固,进而堵塞导液管。同时,导液管的突出长度和末端结构也对粉末的粒径有较大的影响。因此,在实际生产的全部过程中,需要针对不一样设备系统、不同合金、不同工艺条件,一直在优化导液管的工艺参数,同时匹配其他工艺以实现最佳目标粉(粒径15~53 μm)的收得率。
优化雾化器结构以提升气流动能效率,是改善球形金属粉末品质及提高气雾化效率的有效手段。近年来,在传统的气雾化技术上逐渐发展起来了几种新技术,如超音速雾化技术、层流雾化技术、组合雾化技术等。
超音速雾化技术是指在高速气流破碎液流的同时,借助超声波的方式明显提升雾化效率的一种技术;基于Laval喷嘴的层流雾化技术克服了常规气雾化过程中气流扰动以及能量损失等问题,可更好地控制金属粉末的粒径分布,大幅度的提高雾化效率;将气雾化和离心雾化相结合而形成的组合雾化技术制备的金属粉末粒径小且分布窄,球形度好。Laval雾化技术目前慢慢的变成了气雾化生产领域中较为成熟的技术,而具有复合效果的新型雾化器结构设计将会是今后气雾化技术的重要发展方向。
当前,国内3D打印金属粉末市场接近饱和,整体呈现供大于求的状态,但粉末品质普遍偏低,高品质金属打印粉末的市场需求依然旺盛。所谓的高品质指元素控制精确、批次稳定性高,其中前者取决于母合金厂家,后者取决于粉末生产厂商的技术水平和品质管理。
气雾化制粉技术仍无法完全解决空心粉、卫星球及目标细粉收得率低等问题。增大过热度、增加雾化气体压力和温度、采用小内径导液管等措施均有利于提高目标细粉收得率,然而同时也增加了产生空心粉、卫星粉的概率。因此,在实际粉末制备过程中,不能为提高细粉收得率而盲目改变工艺参数,需要结合目标粉末技术指标综合考虑,针对不同合金粉末匹配相应的工艺。
未来增材制造技术的发展趋势将呈现多样化、规模化和智能化的趋势,这也给增材制造专用材料研发、粉末制备技术及装备应用等领域的研究带来了诸多挑战与机遇。
首先,应开发新型高效制备技术。针对现阶段常规雾化最佳目标粉末(粒径15~53 μm)收得率仅在30%~35%的情况,在现有增材制造粉末制备技术的基础上,结合各工艺技术的优势,研制复合型粉末制备技术。
同时,一直在优化改进设备结构,匹配最佳工艺参数,解决长期限制3D打印金属粉末质量、产量的关键技术问题,提高粉末批次稳定性,提升目标粉末收得率。
其次,开展新型专用金属粉末材料的研发工作。现阶段的金属粉末在现有增材制造技术下所获得的打印件在性能与功能上仍不能完全替代传统工艺制备的零部件,因此就需要借助增材制造技术在材料设计、多材料及功能复合材料构件制造方面的优势,研发适用于金属增材制造全流程的合金材料,构建新材料创新体系,提升材料研发能力和新材料产业竞争力。
最后,进行智能化制粉技术的开发。针对现阶段的金属粉末制备技术还远不能够满足现代制造业的标准化、自动化生产模式的需求,将设备自动化与数字信息化相结合,基于数据、网络和软件,结合系统建模、人工智能等先进的技术,将数字信息与物理过程有效联系起来,极大地提高增材制造粉末制备过程的自动化控制水平。
